具有名列前茅的高品質、短交貨時間、高技術
活用的母公司身為客戶的鍛造公司的長處,積極參與客人的情報收集以及在鍛造技術方面的意見交換,活用于設計。
擁有著曾受到「說起熱間鍛造衝壓機的話便想到楠精工」如此美言一般的業界高認知度,作為『在日本唯一的提案型模座工廠』,有著品質高・交付日期短・技術高的優勢。

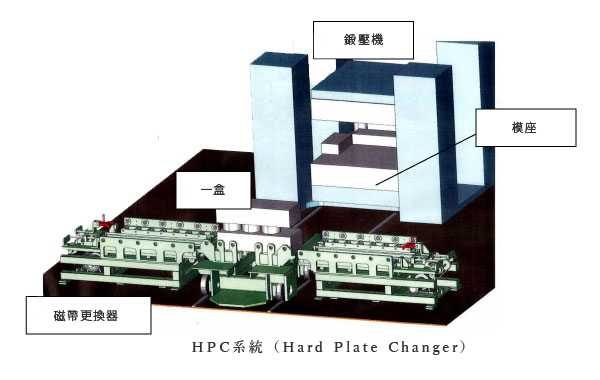
1982年在日本首次被開發出來的「HPC模座」,充分實現了鍛壓機模具更換的省時化、省力化、省空間化,以飛躍性上升的系統在鍛造業界引起了革命之風,為國內外約150條流水線上所設置使用。
另外,其還附帶模具更換裝置、材料供給裝置等自動搬運裝置,為鍛造品的穩定供給做出了卓有成效的貢獻。由於此等功績,在2010年被認定為「愛知品牌企業」。
模座不僅僅是把模具固定在鍛壓機上,還是讓模具正確地上下運動的導引者,是讓產品精度提升的重要部件。另外,模具非常沉重,單以人力要把模具固定到鍛壓機上并不簡單。再加上,製造不同的產品的時候還需要更換模具。因此為了更快速地製造各種各樣的產品,如何快速更換模具非常重要。
一般來說,主流方法是從鍛壓機的外部將模具固定到模座上,再將模座整個與鍛壓機組合。從以上的方法出發,本公司還滿足了以下的條件。
1.上下模具的同心度的準確
2.結實而強力地固定模具
3.能夠快速更換模具
HPC模座產品的客戶們,實際上需要著各種各樣的模座。為了讓客戶感到滿意,模具的製作技術當然是很重要的,但是我們認為和客戶的溝通卻是應該放在第一位的。
本公司作為開發、設計的工廠,很自豪能與客戶一起合作生產出優質的設備。
楠精工開發了具有革命性模具更換系統的模座
其模座名為「Hard Plate Changer」。簡稱『HPC模座』
發揮舊式模具更換方法的長處,揚長避短
從衝壓機上取下模具時,作為應對模具夾具體磨損的手段,不僅要取出模具,還要取出模板(又稱硬質板)。 通過同時移除上模和下模,讓模具與硬板變為如同「三明治」一般的狀態。 在這種狀態下模具和硬板的組合被稱為「卡匣」。 當模座安裝在壓機中時,只需要更換卡匣即可。 此外,用於通過液壓來固定盒的機構被內置在模座中。 這消除了工作人員使用壓機中的螺栓分離模具時的危險勞力工作和油污,只需要通過按鈕操作便可以安全且容易地固定模具。
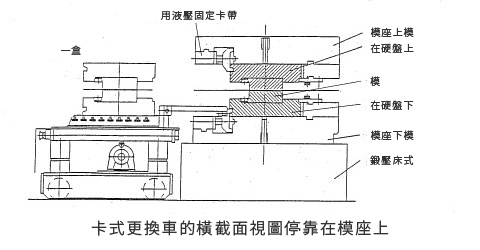
而且,由於卡匣比傳統的模具夾具更輕且更小,不需要如模具夾具更換裝置那樣的大型裝置,用簡單的拖車便可以輕鬆地進行卡匣的裝載。同時卡匣也不需要像模座那樣需要確保寬廣的空間。 卡匣上模的翻轉也比模具上模更容易地完成,不需要危險的勞力工作。
可以同時發揮這些優勢。
將鍛造結束的模具,更換為接下來想要鍛造的新型模具的方法,以前有兩種。
1.只更換模具的方法(內部更換)
這種方法是,將在鍛壓機內固定著的模具以人力或以換模臂等工具,在鍛壓機內部進行更換的方法。若模具的重量在人能夠承受的範圍之內的話,這是最快的更換方式,然而由於是在鍛壓機內部進行的工作,既臟工作性又差,伴隨著極大的危險。
2.更換整個模座的方法(外部更換)
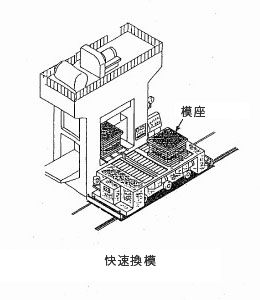
若模具以人力難以移動,或想避免上記危險工作的情況下,便採用將固定著模具的模座整個從鍛壓機中取下以更換模具的方法。由於模具的更換在鍛壓機以外進行,因此被叫做「外部更換」。
在此時,為了讓更換時間縮短,把接下來要鍛造的模具安裝上去,需要事先準備另一台模座,在鍛造結束后馬上將模座整體換上完成模具更換。
在此種情況下,模座的重量也有好幾噸,因此在鍛壓機前也需要設置模座更換裝置。這種更換方式可以快速地進行(Quickly)模座(Die)更換(Change),因此也被叫做QDC(Quickly Die Change),更換裝置則被叫做QDC裝置。
從鍛壓機中取出后,由於是讓模座的上模具翻轉,以開放的狀態更換在模座固定著的模具,可以在保證安全的前提下進行工作。然而,由於模座非常大,需要設置模座更換裝置,又為了存放被取出的模座,需要確保足夠寬闊的空間。